

 Greek
Greek



















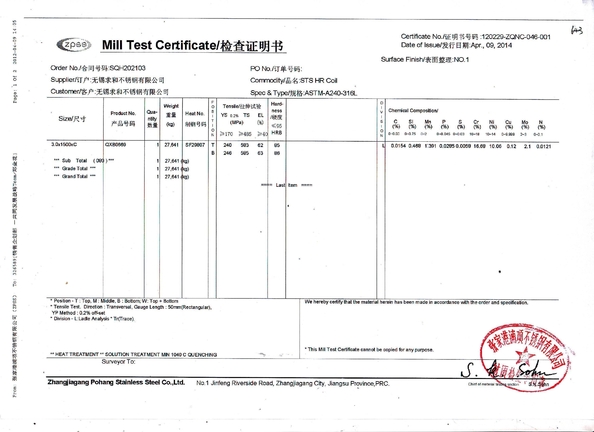




Χάλυβας από ανοξείδωτο χάλυβα
| Χημική ανάλυση | |
|---|---|
| Γ | Ανθρακικό 0,20 μέγιστο |
| Μ | Μαγγάνιο 1,00 μέγιστο |
| Π | Φωσφόρος 0,040 μέγιστο |
| S | Θείο 0,030 μέγιστο |
| Ναι. | Σιλικόνιο 1,00 μέγιστο |
| Αρ | Χρώμιο 15.00 ∙ 17.00 |
| Νι | Νικέλιο 1,25 ¢ 2.50 |
Γενικά χαρακτηριστικά του ανοξείδωτου χάλυβα 431
Αυτό το κράμα παρουσιάζει βελτιωμένη αντοχή στη διάβρωση και σκληρότητα ως ανοξείδωτο χάλυβα που σκληρύνεται με σβήσιμο.
Εφαρμογές του ανοξείδωτου χάλυβα
Το κράμα αυτό χρησιμοποιείται για σφυρηλατημένα στοιχεία στερέωσης και εξαρτήματα αεροσκαφών και θα πρέπει να εξεταστεί για δομικά μέρη σε θαλάσσιες ατμόσφαιρες.
Ο τύπος 431 χρησιμοποιείται σε εξαρτήματα αεροσκαφών υψηλής έντασης, συσσωρευτές, ράφια βομβών, βίδες, άξονες αντλίας και στελέχη βαλβίδων.σκληρότητα και αντοχή από ¥100/1200oF (-70/650oC)- Ναι.
ΤΗΣ ΤΗΣ ΑΝΤΑΡΧΗΣ ΣΤΕΛΑΣ 431
Αυτό το κράμα είναι κατάλληλο για ζεστό χτύπημα και σφυρηλάτηση με πτώση.Ψύξη σε θερμοκρασία δωματίου πριν από την αναψύξη μετά τη σφυρηλασία. Μην σφυρηλατείτε κάτω των 900 oC.
Θερμική επεξεργασία
ΠΟΛΙΤΙΚΗ
Θέρμανση έως 1200/1250oF (650/675oC), απορρόφηση και ψύξη αέρα.
ΣΤΑΡΠΗΣΗ
Θέρμανση έως 1800/1950oF (980/1065oC) και παρόμοια η χαμηλή πλευρά της θερμοκρασίας αυστενίτησης κατά την επίδραση πάνω από 1100oF (540oC) για την καλύτερη αντοχή.
ΕΠΙΤΡΟΠΗ
Θέρμανση σε θερμοκρασία που να παρέχει τις επιθυμητές μηχανικές ιδιότητες.Η θέρμανση μεταξύ 700/1050oF (370/565oC) μπορεί να έχει ως αποτέλεσμα χαμηλότερη αντοχή στην αντοχή και τη διάβρωσηΗ εμπειρία θα καθοδηγήσει εδώ.
ΕΙΔΗΜΑΤΙΚΗ
Το κράμα δείχνει αρκετά καλή επεξεργασιμότητα, αλλά θα υπάρξει κάποια χολή και συσσωρεύονται στην άκρη της κοπής των εργαλείων.
ΕΠΙΤΡΟΠΗ
Το βασικό μέταλλο πρέπει να προθεραπεύεται σε 400/600oF (205/315oC) και η θερμοκρασία να διατηρείται σε 400oF (205oC) κατά τη διάρκεια της συγκόλλησης.Η επεξεργασία μετά τη συγκόλληση σε θερμοκρασία 1200oF (650oC) πρέπει να πραγματοποιείται στο σημείο συγκόλλησης το συντομότερο δυνατόν μετά την ψύξη σε θερμοκρασία δωματίου..